终于知道实木家具为什么这么贵了!!!
客厅装修大全 2015-08-27 08:03
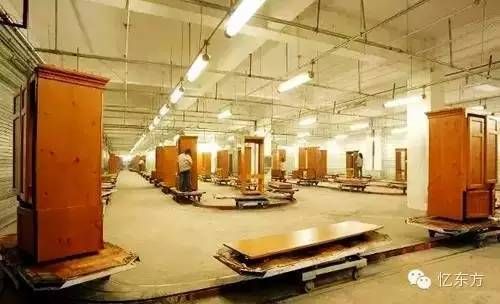
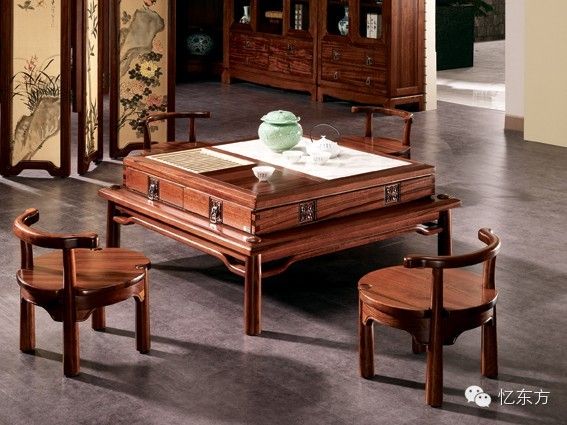
实木家具有着板式家具无可比拟的健康环保性能。更甚之可以说,无论再达标的板式板材都无法与实木媲美。但由于实木家具因为生产周期和生产工艺的不可替代不可省略以及生产成本的居高不下而偏贵。有人会问,为什么实木家具价格偏贵?殊不知实木家具的生产流程极为复杂,对工人的工艺要求极高。总的来说就四个步骤:备料——木工——涂装——包装,下面我们一一来说明这四个是怎么操作的。



忆东方整编于网络

相关知识
终于知道实木家具为什么这么贵了!!!
【揭秘】实木家具为什么这么贵?
【工艺】:实木家具为什么要留伸缩缝?
大竹人真的变得有钱了,连这么专业的实木家具商城都落户大竹了!
实木家具的开裂与变形——所有高端人群都应该收藏的好文章。
贵而不实——你真的会买实木家具吗?
这4个关于实木家具的谣言,你应该都听过
一个家具老板喝多了吐出的大实话!
【涨姿势】怎样判断一件家具是不是实木制成的?
全是干货丨小秘答海内外粉丝关于实木定制的问题